



マイクロメーターの正しい測定方法とは?
- ブログ
- 仕事
マイクロメーターでの測定誤差
2月にミツトヨ計測学園でマイクロメーターの測定方法を勉強したのに
お客さんとの誤差が出てしまい相変わらずマイクロメーターの測定に悩んでいます(笑)
こんにちは。飛行機(ANA)が好きな東大阪で研削、研磨屋をやっている高山です。
測定誤差に悩んでいます(笑)
あるお客さんの品質管理方に「0.004~0.006mmの測定誤差があります」とご連絡をいただきました。
最近、ミツトヨ計測学園に行ってからはお客さんとの誤差ってほとんどありませんでした。
しかし!
最近上記の誤差のご連絡がありました…。
結構ショック(笑)
1人でやってるのでこういうご連絡を頂くと悩んでしまいます…。
「そうや!SNSで聞いてみよう!」
と言う事でTwitterとインスタグラム、YouTubeで聞いてみました!
僕と同じように悩んでる方がいらっしゃるかもしれません。
そんな方に少しでも参考になったらいいなと思い、僕のコメント付きで下に皆さんの意見を貼ります!
参考にしていただけると嬉しいです!
測定方法は十人十色
まず僕はこんな感じで質問しました。
(質問の感じはTwitter、インスタグラム、YouTubeともに同じです。)
おはようございます!
お客さんに誤差が大きいと言われました。
マイクロの校正方法が違うみたい。
僕はピンゲージかブロックゲージ。
お客さんは0でカチンと合わせる。
これで0.002〜0.003mm誤差が出る
この差らしいけど…
僕的にはカチンと合わせるのは信用できないねんなぁ
みなさんはどうですか? pic.twitter.com/qhD4fj4I79— 高山(アナ)飛行機と温泉大好きマン (@naokincha) October 4, 2022
こちらにいただいたコメントをこのブログを読んでいただいている皆さんに共有したいと思います。
リンク切れになるとダメなので写真にて紹介しますね。
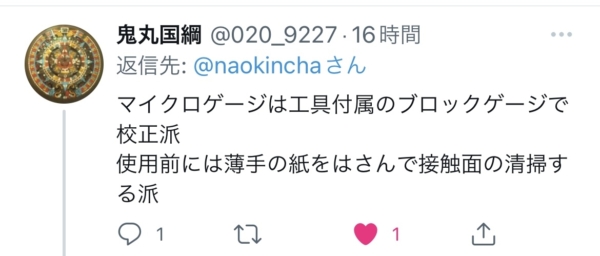
0-25のマイクロメーターでは有効なやり方ですね
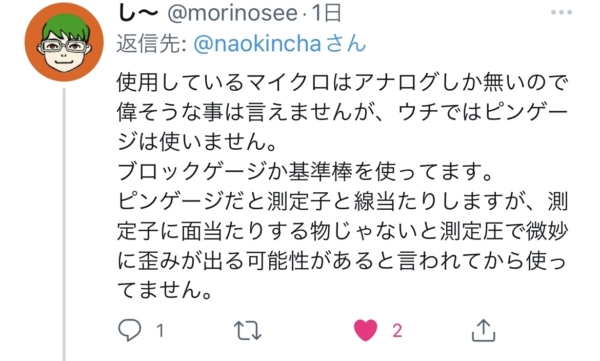
線当たりと面当たりこれで微妙に歪みが出る可能性がある。
言われてみればそんな気がします。
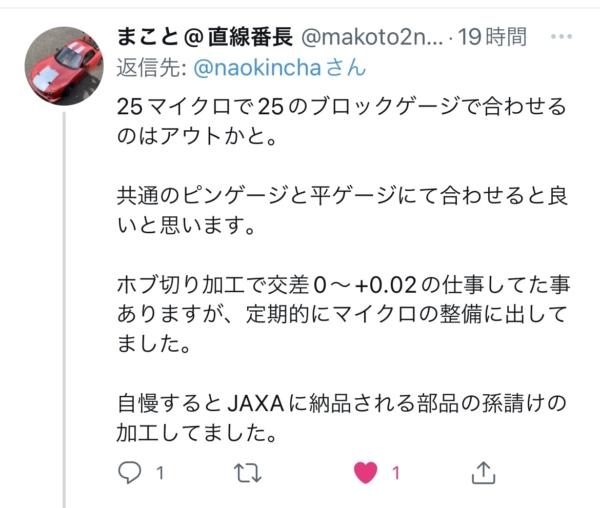
JAXAに納品されていた方の意見は説得力がありますね!
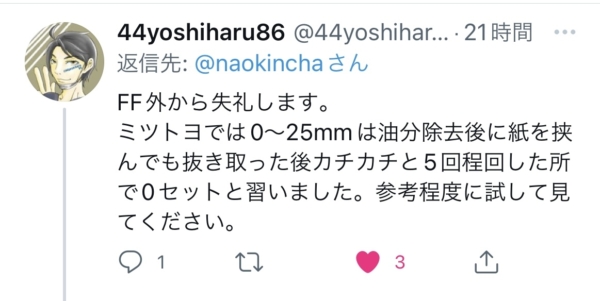
FF外から失礼します。
この一文だけで人の良さが分かります!
しかもアドバイスが的確!
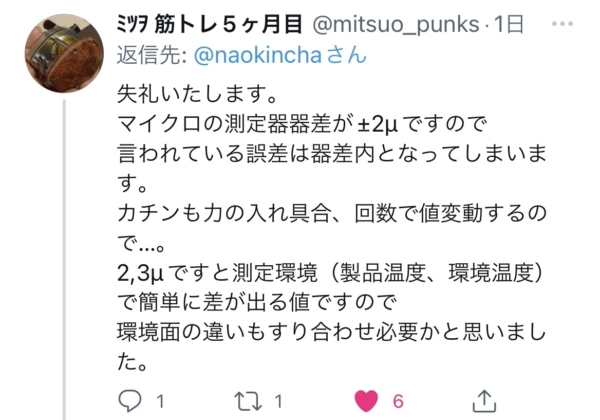
マイクロの器差は±2μmこれを考えるとお客さんとの摺り合わせも必要かも。

なかなか厳しいご意見(笑)
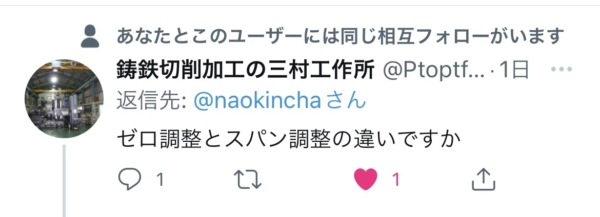
0でカチンと合わせるのとブロックゲージ、ピンゲージ、基準棒などで比較測定の事ですかね?
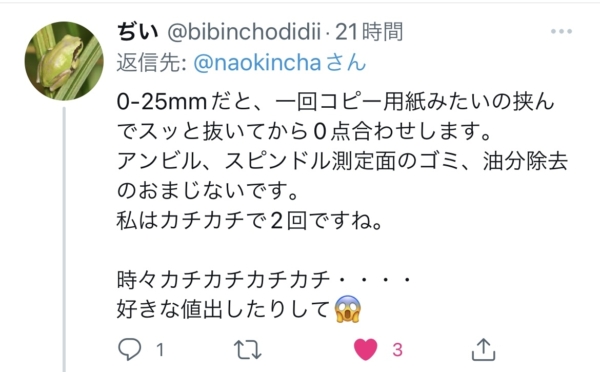
最後の時々カチカチして好きな数値はやったらあかん(笑)
測りたい大きさに近い校正器具の使用は参考になります。
フレームの歪みも考慮しないとですね!
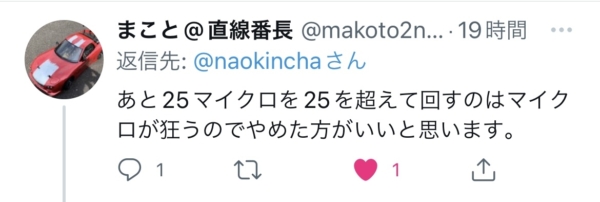
最小と最大で誤差が出るのでやはり、測定したい寸法に近い校正器具ですね。
丸物はピンゲージ、板物はブロックゲージ。
点当たりと面当たりで変わりますもんね。
僕もそうしています。
同じくですね!
線当たり(点当たり)と面当たりを考慮しないとですね。
こちらも測定値付近のゲージ使用で誤差を極力なくすような方法です。
いや、僕もそう思い込んでいました。
ほんとにこのレベルは器差範囲内です。
そうであってほしい…
しろくまさんが言うなら間違いない(笑)
ものすごく丁寧に測定器を扱っていらっしゃいます。
尊敬します。
ですよね。
僕も校正済みのTP(テストピース)で合わせています。
0でカチンと合わせても、ピンゲージなどで合わせても基本同じ数値になるのですね。
僕の測定技量不足かもです…。
量子化誤差分。ミツトヨ計測学院で習ったよなぁ。
マジで偉い人教えて!
トレーサビリティ。ゲージメーカ勤めてた時めっちゃ聞いたワード(笑)
これ大事よね。
こらドラえもん!そんな言い方ないやん(笑)
このラチェット操作ミツトヨ計測学院で教わったやり方やで!

勉強できそうなプロフィール画像でそんな言い方ないやん!
この時は先端拭くの忘れました(笑)
最後の2つは、知らない人にこういう口の利き方するは
絶対にしたらダメだなと思ったコメントでした(笑)
SNSってその人の素が出ると思っているので、その人が私生活、仕事でどんな人かはだいたい想像がつきますよね(笑)
僕も気を付けよう。
その他、インスタグラム、YouTubeでもコメントを頂いました。
アンビルとスピンドル接地面のの平行も考えないとなのですね。
なかなか難しい…
セラミックのブロックゲージ!しかも直進式のデジタルマイクロメータ、大金持ちじゃないですか!
高すぎるし、検査室がないので持ってません…
直進式のデジダルマイクロメーターって大きさどれくらいまで売ってるのかな?
対象物の大きさで決める、臨機応変が大切ですねよね。
これ本当にしたら良かったと思う比較測定方法。
丸(線当たり)と平(面当たり)で比較するのは本当に大事です。
測定前、測定後にチェックするのは本当に大事ですよね。
慎重さが伝わります!
カチン派でずぼらな旋盤屋さんとご自身で仰っていますが、定期的にゲージ合わせしているのは
素晴らしいと思います。
基本的な校正ですよね。
僕が考え過ぎなのかな…?
結局何が正しいの?
このようにたくさんの方にコメント(アドバイス)をいただきました。
だいたい同じような意見。
中にはめっちゃ否定的な感じもありましたが(笑)
結局正解かが分からずです…
そもそも僕はそんな感じでツイートしたのではなく、お客さんと寸法誤差が出て、
お客さんとの校正方法が違うので困ったな。
って感じの軽いツイートでした。
それでもこんなに真剣にコメントいただいたのは嬉しい限りです。
しかし、このツイート分かってくれてた方も。
僕の言いたいことが詰まっていたツイートで泣きそうになりました(笑)
本当にそうなんですよ。
マイクロメーターの器差って±0.001~0.002mmと言われています。
(ミツトヨさんのカタログにも書いています)
それを追求するなんてマイクロメーターだけでは無理があって、
3次元測定器、めちゃくちゃ良い例えばK級の様なブロックゲージでの比較測定。
これらをトレーサビリティ、ISO、JCSSなどを取得した機関で測定しないと無理なんです。
ゲージメーカ時代に軽く勉強させていただいたのですが、
測定器の基準には、メートル原器があって、それを基にブロックゲージが作られ、測定器が作られ…
何処でそのように作られて、それを遡るとメートル原器までつながる。
という事を証明できるトレーサビリティがある機関じゃないと本当の寸法ってわからない思っています。
僕が思っているのが合ってるかはわかりませんが…
偉い人に読まれたら怒られそう…(笑)
P.S.
今回、各SNSで測定方法について本当にいろんな意見を頂いて本当に勉強になりました。
SNSの力ってすごいですよね。
一昔前だとこんな知識全体に得られなかったと思います。
みなさんもSNS積極的にやってみてください!
SNSを使いたいけどやり方が分からない、自分には向いてるの?
大丈夫です!僕は初めは全然うまくいきませんでした(笑)
僕のように、営業が上手くできない、求人募集しているけど思うように集まらない。
と悩んでいる方も多いと思います。
僕は、営業が大の苦手、面と向かってのビジネストークは全くダメ。
「よく話すじゃないですか!」「お喋りやのに?」
とよく言われるのですが、話すのは好きなのですがビジネストークは本当に苦手なんです。
そこで役に立っているのがSNSとこのブログ。
自分の想いを素直に発信できるツールで僕は本当に重宝しています。
色んなコラボ企画もほとんどSNS繋がり、もちろん集客も。
ありがたいことに知り合いの会社さんからの紹介もありますが、新規さんはほぼ90%以上はSNS、ブログ、ホームページ。
新規獲得、集客に悩まれている方、ぜひ僕に相談してください!
新しい販路開拓、新しい自分が発見できるかも!?
気になる方は「お問い合わせフォーム」まで!
会社Facebook、個人Facebook、Twitter、インスタグラム、YouTubeも更新中!!ぜひ!いいね!チャンネル登録もお願いします!
