



端面研磨でより良い製品に!
- 加工事例
円筒研磨って外径だけ?端面もあります!
僕の研磨は普段、外径研磨ですが、たまに?いや、良く、外径研磨と同時に「端面」と呼ばれる、製品の端の面を研磨加工する、端面研磨加工もやります。
端面研磨ってご存じですか?もちろん研磨(研削)屋さん、加工屋さんは端面研磨の必要性は十分承知だと思います。
字のごとく製品の端、外径ではない部分の研磨加工の事なんです。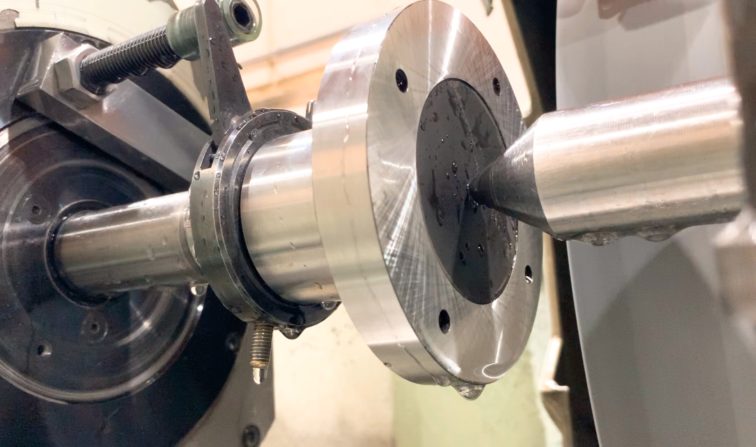
こんにちは。飛行機(ANA)が大好きな高山です!
研磨加工の前には様々な加工工程があります
僕がする研磨加工の前に何行程かの加工、処理があり僕のところに来ます。
材料から旋盤-マシニング-焼入れなどの順番で。旋盤、マシニングなどの加工で精度良く製品を仕上げていただき、その製品を硬くする「焼入れ」という表面処理をします。
この焼入れ、800℃くらいに熱々に焼き、鉄を硬くします。その時に発生する焼き歪み(やきひずみ)といわれる「曲がり」がどうしても発生してしまいます。
これは鉄の組織が800℃に焼かれることによって変化することで起きるみたいです。詳しくはわかりませんが…。
焼入れ処理が終わった製品↓
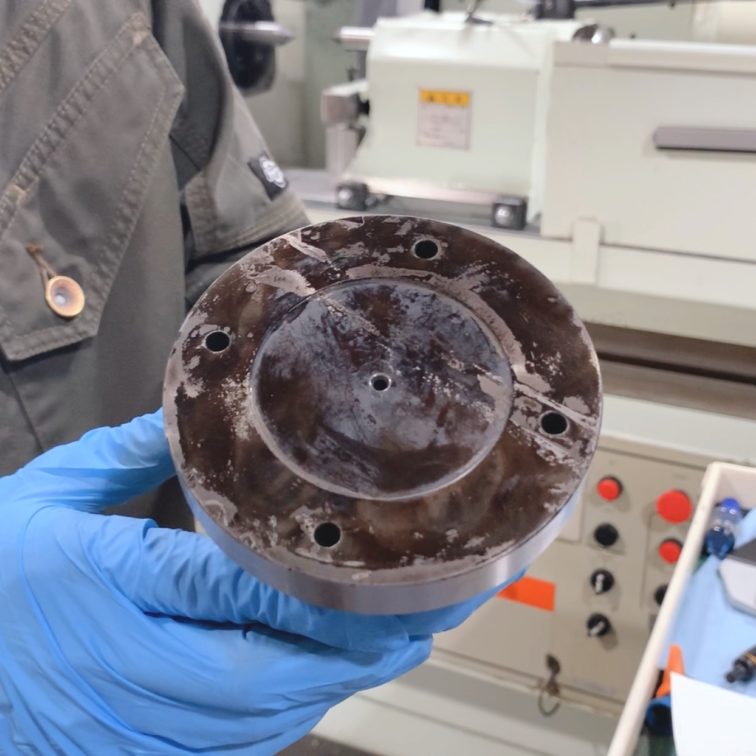
焼入れ後の表面、黒くなっていますよね。触ると少しザラザラ。ザラザラしているだけやけど?って思われるかもしれませんが、目では見えませんが少し凹凸しているんです。
それを見るのにピックテスターという測定器を使用し、どれだけの凹凸があるか確認するんです。

1目盛り0.01mmで測れるすぐれもの!先ほど「目では見えない凹凸」とお伝えしましたが、このピックテスターを使用することで0.01mmまでの凹凸を数値で確認できるんです!
端面研磨でより良い製品に!
先ほどのピックテスターで測り少し凹凸があるのが確認できました。0.03mmほど。たかが0.03mmだと思われますが、この0.03mmが製品を組付けたとき製品と製品の間に「隙間」ができ、
潤滑する油などの漏れ、動力伝達不足、異音などの原因にもなりかねません。
そこで、端面研磨加工の登場です。
いつもと違い、砥石の端で研磨加工。こんな感じでいつもより火花が出て映えます(笑)
あっ!ローアングルにしてかっこよく撮ってみました!

端面を研磨することにより、焼き入れ処理で発生した表面の凹凸も0.001mm台までに抑えることができ、焼き入れ硬度(焼入れ処理で固くなった鉄の表面)も保たれ、より良い製品に生まれ変わります!
写真の説明ばっかりじゃわかりにくいので動画でも紹介しています。先ほどのピックテスターで0.03mmの凹凸、端面研磨加工後に0.001mm台に抑えられた製品も紹介しています。
動画の評価(いいね)、チャンネル登録もよろしくお願いします!
出来た製品がこちら↓
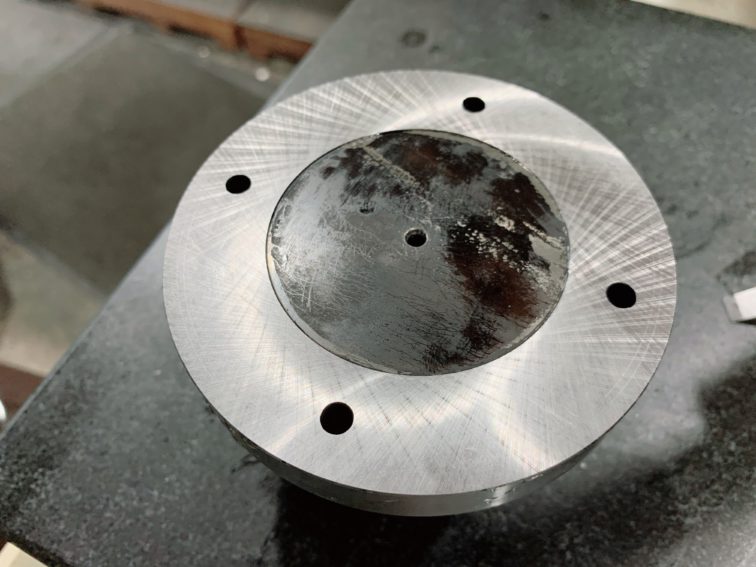
黒い部分が無くなり、銀色の鉄の表面が出てきました。綺麗!真ん中が黒いのは研磨面より凹んでいるので研磨が当たらない部分です。
これでお客さんにも満足していただけると思います!
会社Facebook、個人Facebook、Twitter、インスタグラム、YouTubeも更新中!!ぜひ!いいね!チャンネル登録もお願いします!
